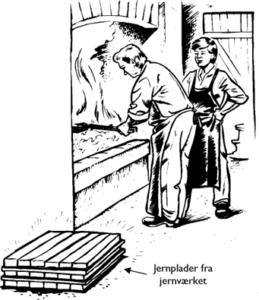
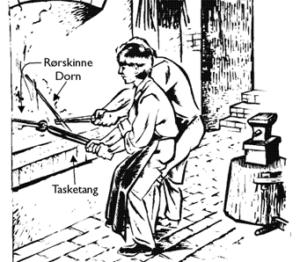
Jernpladen, som skal bruges til at lave geværløbet, opvarmes på essen. Når jernet er næsten hvidglødende, flytter smeden med en såkaldt tasketang pladen hen under vandhammeren.
Det glødende jern er blødt og kan hamres fladt med den store vandhammer, der kaldes strækhammeren.
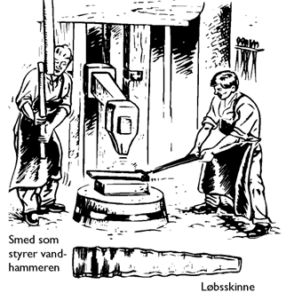
Jernpladen skal opvarmes på essen og lægges under vandhammeren mange gange, før den får den rigtige tykkelse og længde. Den færdige plade kaldes en løbsskinne. Den er smallere i den ene ende, og kanterne er hamret tynde.
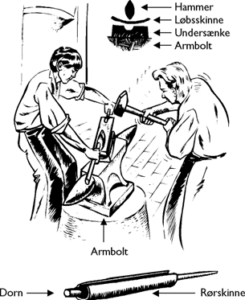
Den flade løbsskinne opvarmes i essen, til den er rødglødende, og lægges hurtigt hen på ambolten, hvor den hamres krum. Den skal opvarmes mange gange. Løbsskinnen krummes ved at slå den omkring en jernstang (en dorn) og nu kaldes den for en rørskinne.
Rørskinnes varmes rødglødende i essen. En massiv jernstang gøres varm ved siden af. Når rørskinnen er så varm, at det er lige før jernet smelter, tages den ud af essen, dornen stikkes ind i røret og hurtigt flyttes den over på ambolten eller hen til vandhammeren.
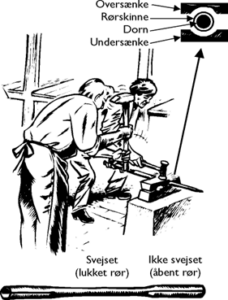
På ambolten lægges rørskinnen mellem to jernklodser (sænker). Med nogle kraftige hammerslag slår smeden på jernklodserne og presser de to kanter i den åbne rørskinne sammen. Fordi jernet er rødglødende og blødt nærmest smelter de to kanter sammen til et lukket rør. Jernet bliver hurtigt afkølet og skal mange gange i essen. Man kan kun svejse ca. 5 cm. ad gangen. Og før man har en færdig rørpibe (geværløb), skal rørskinnen opvarmes op til 20 gange.
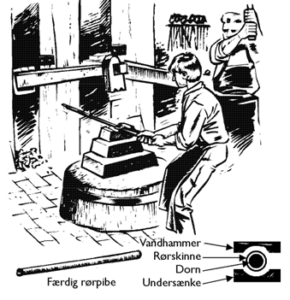
Rørskinnen kan også svejses sammen under vandhammeren. Det går ikke hurtigere, men svejsningen bliver stærkere på grund af de kraftigere hammerslag. Smeden kan stadig kun svejse et lille stykke ad gangen, mens jernet er rødglødende. Rørpiben skal nu bores, slibes, poleres, trykprøves og monteres på det færdige gevær.
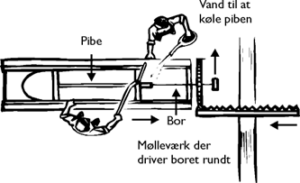
Hullet i rørpiben skal nu udbores, så det næsten passer til en geværkugle. På boremøllen bliver rørpiben presset hen mod et roterende bor, mens der hældes vand på den, for at holde temperaturen nede.
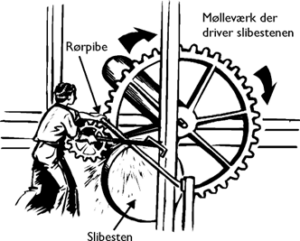
Rørpiben (geværløbet) slibes udvendigt, så siderne overalt får samme tykkelse. Man skulle være meget omhyggelig for at sikre dette – ellers kunne løbet eksplodere, når man skød med geværet.
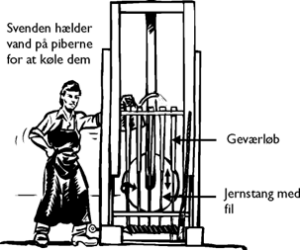
Hullet i geværløbet skal files og poleres indvendigt, så det bliver en lille smule større end en geværkugle. Det kaldte man dengang for “trækning” af geværløbet. På polérmøllen blev lange jernstænger med file i enden, drejet rundt inde i geværløbet, samtidig med at løbet blev bevæget op og ned. Flere løb blev poleret ad gangen, og atter måtte man hælde vand på, for at holde temperaturen nede.
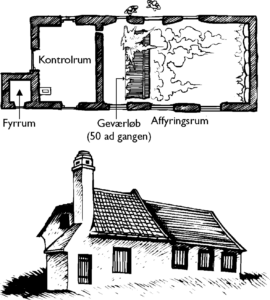
Det færdige geværløb skal styrkeprøves. Det skete i proberhuset, hvor hvert løb blev ladet med en tredobbelt krudtladning og en blykugle. Navnet kommer af tysk “probieren”, der betyder prøve. Ved en særlig anordning kunne man affyre 50 geværløb på én gang. De fleste løb klarede styrkeprøven, men det skete, at nogen af dem eksploderede. Man kan stadig se mærkerne efter de flyvende jernstykker fra de sprængte løb i proberhuset.
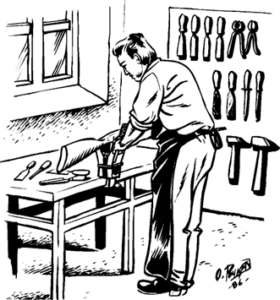
Skæftemageren laver skæftet i skæfterværkstedet og tilpasser det til løbet og alle de andre dele, der hører med til det færdige gevær.
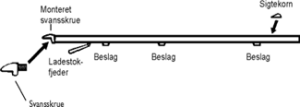
Det udborede og slebne geværløb ender på berederværkstedet, hvor det bliver forsynet med sigtekorn, bundstykke (svansskrue), beslag og fjeder til ladestokken.
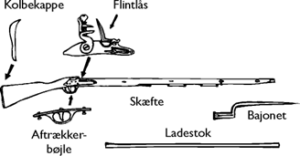
På justér-værkstedet bliver alle geværets dele samlet, og nu kan det afleveres til den kongelige kontrol.